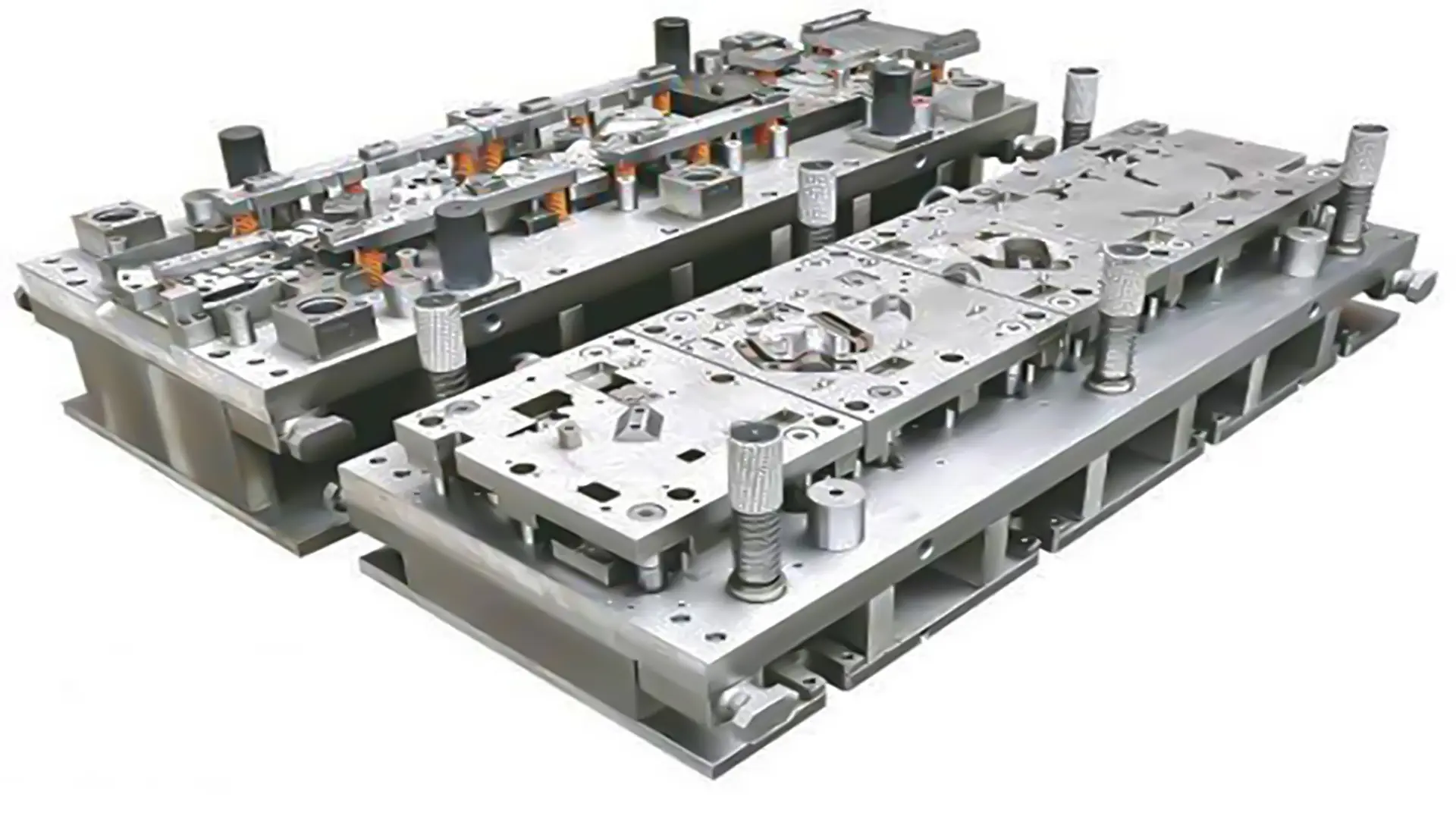
انواع قالبهای سنبه و ماتریس
بر اساس نوع فرآیند شکلدهی، قالبهای سنبه و ماتریس به چهار گروه اصلی تقسیم میشوند:
1. قالبهای برشی (Shearing Dies)
این نوع قالبها برای برش ورق فلزی با اشکال مشخص طراحی میشوند. ورق فلز بین سنبه و ماتریس قرار میگیرد و با اعمال فشار پرس، عملیات برش انجام میشود.
 نکته مهم:
فاصله یا "لقی" بین سنبه و ماتریس باید بهصورت دقیق محاسبه شود. لقی زیاد باعث ناقص بودن برش و گیر کردن قالبها در یکدیگر میشود؛ لقی کم هم باعث افزایش فشار به دستگاه و احتمال شکستگی میشود.
2. قالبهای کوبشی (Forging Dies)
در قالبهای کوبشی، با وارد کردن ضربه یا فشار بالا توسط دستگاه پرس، شکل قالب به سطح فلز منتقل میشود.
کوبش سرد: برای قطعات با دقت بالا و عمق کم، بدون نیاز به حرارتدهی
کوبش گرم (فورج گرم): برای تغییر شکل اساسی قطعه، فلز تا نزدیکی دمای خمیری گرم میشود.
نکته مهم:
فاصله یا "لقی" بین سنبه و ماتریس باید بهصورت دقیق محاسبه شود. لقی زیاد باعث ناقص بودن برش و گیر کردن قالبها در یکدیگر میشود؛ لقی کم هم باعث افزایش فشار به دستگاه و احتمال شکستگی میشود.
2. قالبهای کوبشی (Forging Dies)
در قالبهای کوبشی، با وارد کردن ضربه یا فشار بالا توسط دستگاه پرس، شکل قالب به سطح فلز منتقل میشود.
کوبش سرد: برای قطعات با دقت بالا و عمق کم، بدون نیاز به حرارتدهی
کوبش گرم (فورج گرم): برای تغییر شکل اساسی قطعه، فلز تا نزدیکی دمای خمیری گرم میشود.
 نکته مهم:
در طراحی این قالبها، محدودیتهای تغییر فرم باید از ابتدا در نظر گرفته شود تا از ترک خوردگی یا شکست قطعه جلوگیری شود.
3. قالبهای خمکاری (Bending Dies)
این قالبها برای ایجاد زاویه یا خم در ورقهای فلزی استفاده میشوند. ورق بین سنبه و ماتریس قرار گرفته و با فشار پرس، به زاویه دلخواه خم میشود.
نکته مهم:
در طراحی این قالبها، محدودیتهای تغییر فرم باید از ابتدا در نظر گرفته شود تا از ترک خوردگی یا شکست قطعه جلوگیری شود.
3. قالبهای خمکاری (Bending Dies)
این قالبها برای ایجاد زاویه یا خم در ورقهای فلزی استفاده میشوند. ورق بین سنبه و ماتریس قرار گرفته و با فشار پرس، به زاویه دلخواه خم میشود.
 نکته مهم:
در طراحی خمکاری باید به بازگشت فنری فلز دقت کرد؛ یعنی پس از رها شدن فشار، فلز کمی به حالت اول برمیگردد و این اثر باید در زاویه طراحی لحاظ شود.
4. قالبهای کششی (Deep Drawing Dies)
این قالبها برای شکلدهی حجمی و عمقی ورقهای فلزی به کار میروند. اساس کار قالبهای کششی، کشیدن ورق و کاهش ضخامت آن بدون پارگی است.
نمونهی رایج استفاده از این قالبها، تولید قابلمه یا ظروف فلزی است. ابتدا دیسک فلزی درون قالب قرار گرفته و سپس با فشار بالا، شکل مورد نظر روی آن اعمال میشود.
نکته مهم:
در طراحی خمکاری باید به بازگشت فنری فلز دقت کرد؛ یعنی پس از رها شدن فشار، فلز کمی به حالت اول برمیگردد و این اثر باید در زاویه طراحی لحاظ شود.
4. قالبهای کششی (Deep Drawing Dies)
این قالبها برای شکلدهی حجمی و عمقی ورقهای فلزی به کار میروند. اساس کار قالبهای کششی، کشیدن ورق و کاهش ضخامت آن بدون پارگی است.
نمونهی رایج استفاده از این قالبها، تولید قابلمه یا ظروف فلزی است. ابتدا دیسک فلزی درون قالب قرار گرفته و سپس با فشار بالا، شکل مورد نظر روی آن اعمال میشود.